












HEAT TREATMENT
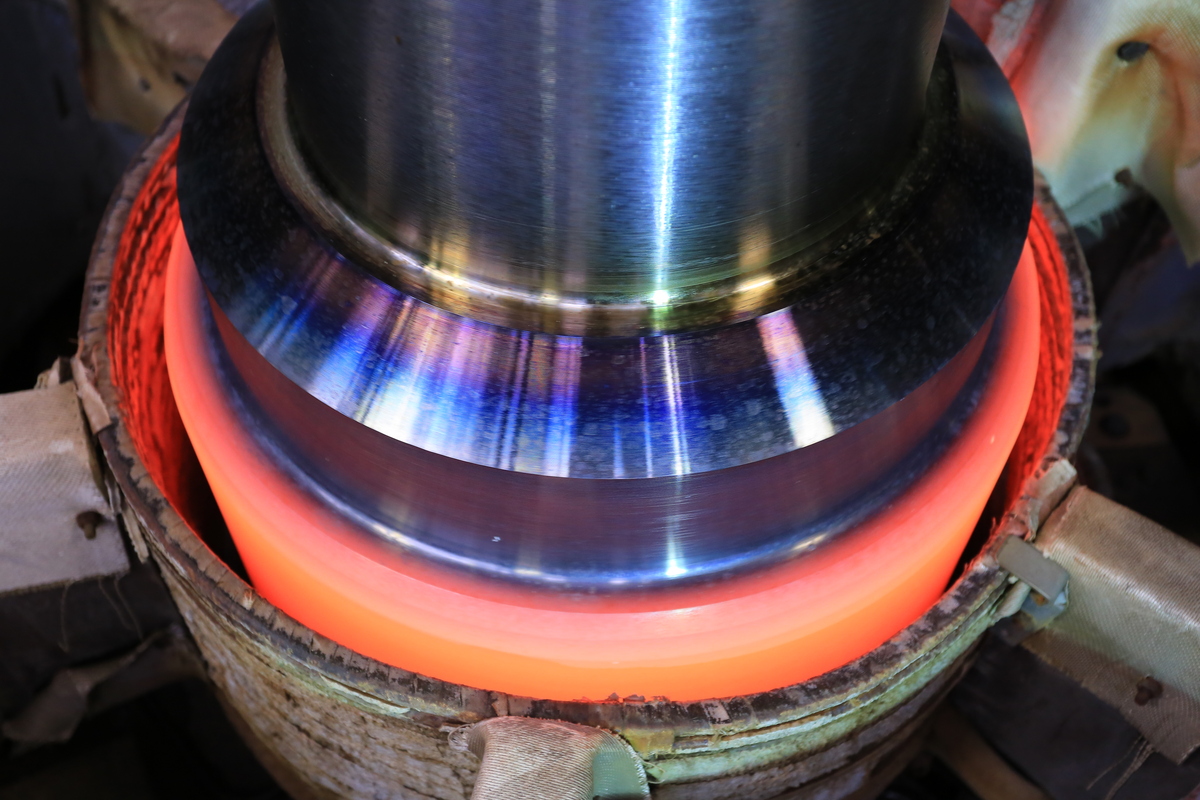
The induction hardening process of forged rolls is performed in the medium frequency induction hardening plant, using frequencies of 160Hz to 1100Hz, automatic performance control and hardening temperature controls. In this plant, rolls up to a diameter of 630 mm and a length of 4200 mm can be hardened.
The depth of the hardened layer depends on the frequency selected and the properties of the steelgrade that is used, it is usually between 6 – 20 mm.
After the induction hardening of the roll, it is tempered at low temperatures in tempering furnaces with forced air circulation. This operation ensures that the surface hardness is uniform, induced stress is released and the structures are stabilized.